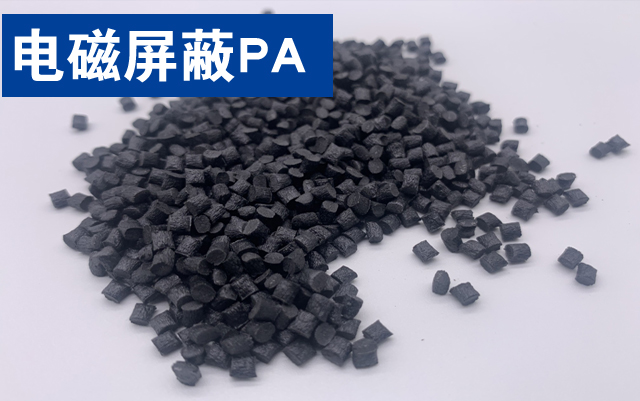
改性高性能电磁屏蔽beat365唯一官方网站PA

PA6 K224-PG6 荷兰帝斯曼 冲击改性 30%玻纤 增强 PA6原料

德国朗盛 PA6 BM230H2.0 30%矿物 耐热老化 beat365唯一官方网站塑胶 PA6原料

PA6原料 日本宇部食品级PA6 1022C2 透明食品级 食品级 原料

PA6塑胶原料 荷兰帝斯曼PA6 K-FKGS6/B 30%玻纤 增强 卤素阻燃 beat365唯一官方网站料

德国巴斯夫PA6 2314HS 高流动性 耐热老化 耐化学性 PA6塑胶原料
荷兰帝斯曼PA6 1015G33-8NAT 润滑PA6塑胶原料

美国PA66 杜邦153HSL 热稳定级beat365唯一官方网站塑料

PA66 CM3006G-15绝缘电气零件用途beat365唯一官方网站塑料 日本东丽15%玻纤 热稳定级
PA66 11C40美国杜邦 40%矿物 热稳定级 beat365唯一官方网站66 pa66原料
在改性beat365唯一官方网站注塑件偏厚部位,如筋肋(别名骨位)凸起处产生的收缩要比毗邻部位更比较严重,它是因为偏厚地域的冷却速率要比周边地域慢得多。冷却速率不一样造成联接面处产生凹痕,即是大家所了解的改性beat365唯一官方网站注塑产品收缩痕。


