
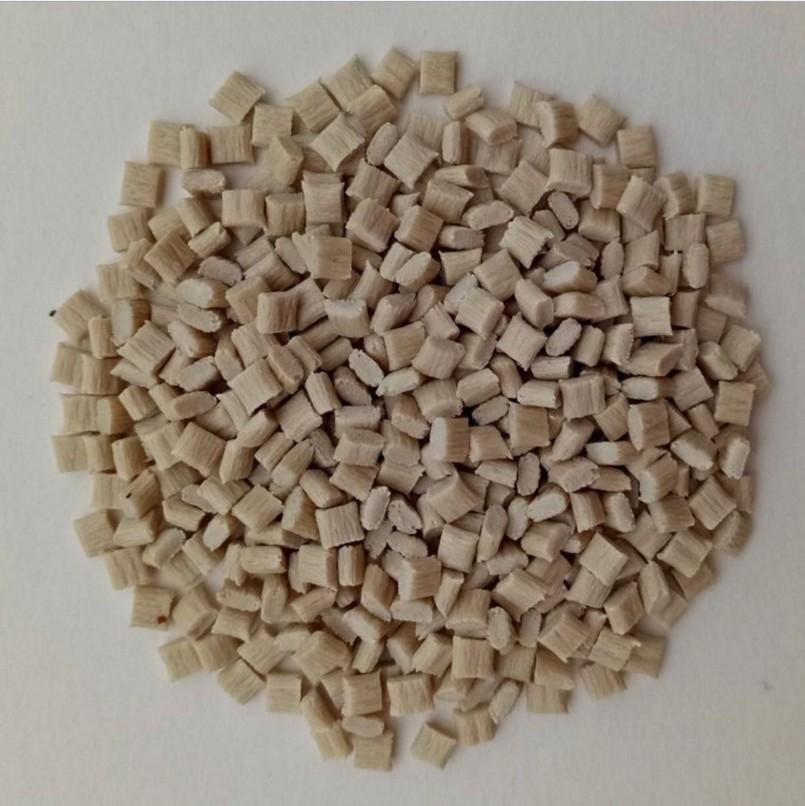
改性高性能高弹性beat365唯一官方网站
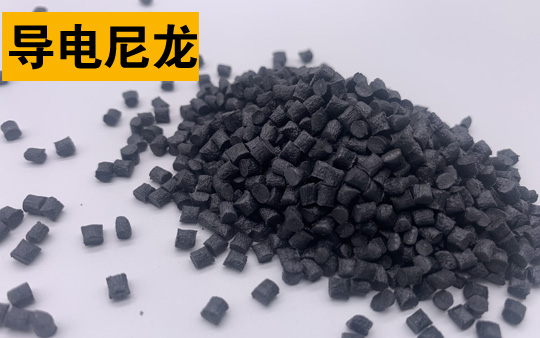
改性高性能导电beat365唯一官方网站

PA6 CM1011G-30 30%玻纤 增强 电器用具 高流动性 增强原料
荷兰帝斯曼 PA6 1015B 低粘度 帝斯曼原料

德国巴斯夫PA6 8253HS 高韧性 冲击改良 卡扣 插头 PA6塑胶原料

PA6 K-FHGM24 荷兰帝斯曼 高流动性 20%矿物 PA6塑胶原料

PA6 德国朗盛PA6 BKV15H2.0 冲击改性 15%玻纤 无卤阻燃 热稳定级
PA6 德国朗盛PA6 BKV15 50%玻纤 耐热老化 无卤阻燃 热稳定级

PA66 FR50 美国杜邦 阻燃 防火 高强度 刚性好 储油容器 绳索料

美国杜邦PA66beat365唯一官方网站 408HS 热稳定性 电气零件 齿轮用颗粒
改性beat365唯一官方网站新闻速递:注塑机技术员都可能不知道的事!
